
Click to view and download our catalogue Solutions & ProcessesFor Air Handling & Dust Control
IntroductionPROVISION OF PROVEN AND OPTIONAL EQUIPMENT SUPPLYGrain Tech has over 30 years experience in providing process air handling and dust control solutions within the wide range of industrial processing, bulk and general materials handling industries either as new applications, extension to process requirements or as upgrades to an existing installation. For each application the most suitable type of filter unit and associated equipment items are evaluated and detailed to ensure optimum performance with the arrangement design and equipment planning-in detailing being completed according to the existing conditions and process operating parameters. In many cases the called for air handling and dust control requirements have been satisfactory completed by Grain Tech for existing previous applications enabling a rapid and proven solution to the called for application. Incorporation of standard designed and fabricated units offers practicality and economics with component assemblies and equipment items being readily available to ensure continuous service operation. The Dust Problem
Dust Collection
The removal of dust is a complex matter. Further information on the different dust reducing systems offered by Grain Tech can be found in the following information on dust collecting systems, which takes into account some of the various factors and local requirements. However effective the enclosure of dust emitting machines and conveying equipment, large volumes of air are still required to extract the dust at the source before it pollutes the surroundings. The most intricate problem involved when countering the nuisance is how to separate the dust particles from the exhaust air prior to its being expelled to the atmosphere.
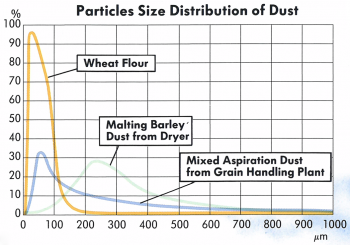
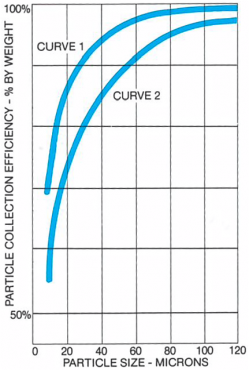
The particle size distribution varies very much with the process and the type of dust. The diagram indicates this relationship for some typical types of dust.
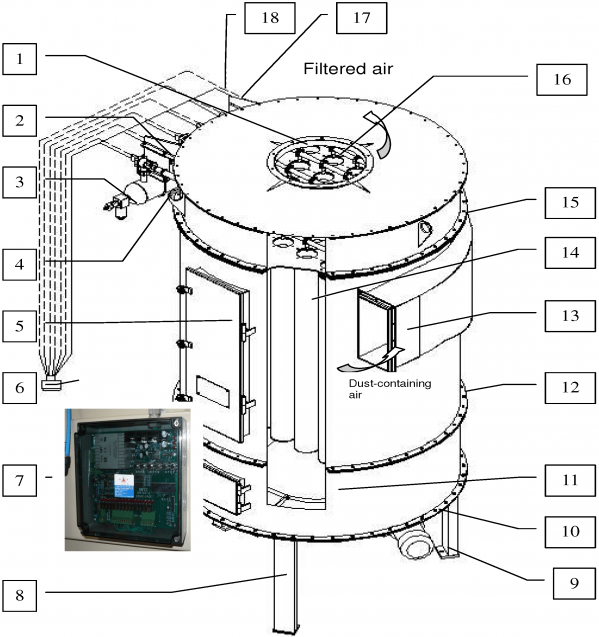
Our Range of Dust Filter Collectors Consist of:• Low Pressure Dust Filter Collectors • High Pressure Dust Filter Collectors • Insertable Reverse Pulse Filter Collectors • Reversed Air Filter Collectors • High Pressure Envelope Type Dust Collectors • Local Application Dust Filter Units • On-Line Dust Removal Units • Off-Line Dust Removal Units Our Air Handling and Dust Control MachinesLOW PRESSURE PULSE DUST FILTER COLLECTORASSEMBLY ARRANGEMENT A This unit includes an upper plenum chamber, an intermediate housing assembly, a lower assembly, a dust discharging device and is fitted with an air jet dust pulse cleaning system.
MAJOR WORKING PARTS
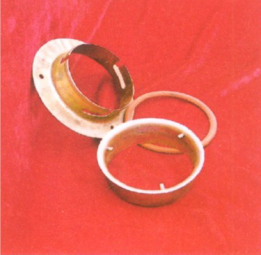
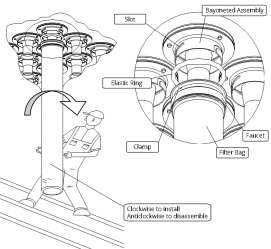
DESIGN ARRANGEMENT• This series of dust filter collector is fabricated with a round body section and may be fitted with either a conical hopper or flat bottom sweep arm discharge according to the planning-in requirements and type of dust laden product material being handled. The body section may be fitted with an explosive relief panel to meet specific safety requirements. • The inlet incorporates a tangential entry into the main chamber to enable larger particle sized material to drop into the hopper section through cyclonic action. This enables a very high dust removal rate to be achieved when handling heavy type dust concentration loads. This series of dust filter collector is capable of consistently handling high air volumes within general dust collection and process dust handling applications. • The high efficiency reverse pulse air jet to each group of filter socks is regulated for both length of pulse and frequency of pulse from an adjustable controller with the electro-magnetic diaphragm valve having capacity to handle several filter sleeves at one time thus optimising service life and operating efficiency. • The filter socks are located up within the filter collector to the upper cell plate by bayoneted type connection. These provide quick mounting/dismantling assemblies for rapid and simple maintenance with improved efficiency and minimum labour requirements. DESIGN CHARACTERISTICS• The pulse controller is equipped with both manual and automatic air injection regulation control to optimise the cleaning needs. It is also equipped with a pressure regulator, which makes cleaning more accurate and effective. • The cell plate openings are processed by a special boring machine to avoid thermal deformation which may be generated from manual cutting. This feature ensures close tolerance clamp fitting without the possibility of air leakage. • The top of the upper plenum chamber is designed so as to facilitate easy replacement and inspection of the solenoid valves. • The dust discharge hopper assembly is equipped with grids which ensures protection against the possibility of socks dropping and to avoid any likelihood of damage to the discharge sweep arm or rotary valve. • The upper, middle and lower housing assemblies are all equipped with operation inspection doors for maintenance. INSERTABLE TYPE REVERSE PULSE DUST COLLECTOR• The insertable type filter collector range is designed for local dust point operation, such as pneumatic conveying, material transportation, packaging machines etc. These models offer a compact structure, flexible in installation and low resistance. The air volume capacity range is from: 700 - 6500 m³/h. These filters can be placed on the top of silos, intake tip hoppers and other containers to achieve separation of dust and air, the collected dust is directed back to the original container. They can also serve as a type of ventilator in the work place to effectively improve the working environment. • The sleeves of these filters are the flat envelope type, which ensures good air permeability and increases the units treatment air volume capacity. Pulse cleaning efficiency, coupled with effective cleaning procedures makes operating resistance low and enables high unit filter capacities. • By opening the top access lid, the filter sleeve can be easily removed and replaced providing ease of servicing.
|





 |
• This series may be used for pretreatment of dust laden air where large particle sized dust settles within the main chamber and hopper sections, small particle sized dust is filtered through the filtering socks so as to improve the service life of the socks and increase the overall operating efficiency. • A quick mounting and dismounting mechanism manufactured with patented technology for sock assembly is applicable for improving operation environment and work efficiency. • The TDFK type solenoid valves enable easy assembling and disassembling for fast maintenance and the individual solenoid valves supply several socks at one time for optimum operating economic. • The TKZM type impulse control instrument is incorporated to enable multi-circuit regulation with good adjustability, accuracy and stable operating performance. • The power for the airlock and discharge augers on the dust collector is integrated so as to simplify collected dust discharge. • Available in capacities from: 500-30,000 m³/h and supplied with hopper including discharge conveyor and rotary valve. |
HIGH PRESSURE JET FILTER DUST COLLECTOR
 |
• This series features a round body assembly. The dust laden air enters the body tangentially and is separated by cyclonic action with large particle sized dust settling first, small particle sized dust is filtered through the filtering socks so as to improve the service life of the socks and increase the overall operating efficiency. • A quick mounting and dismounting mechanism manufactured with patented technology for sock assembly is applicable for improving operation environment and work efficiency. • The TDFK type solenoid valves are adopted for quick mounting and dismounting. Individual solenoid valves supply several socks at one time. • The TKZM type impulse control instrument is incorporated for multi-circuit regulation with good adjustability, accuracy and stable operating performance. • Optional conical bottom or flat bottom dust discharging mechanisms are available, so as to optimise the installation arrangement. • Available in capacities from: 700-30,000 m³/h. • Fitted with heavy duty discharge rotary valve. |
HIGH PRESSURE JET ENVELOPE FILTER DUST COLLECTOR
 |
• This series may be used for pre-treatment of dust laden air where large particle sized dust settles within the lower hopper section and the small particle sized dust is filtered through a filtering sleeve so as to improve the service life of the sleeves. • This series is fitted with an advanced envelope type flat sleeve and with a unique injecting device for reverse pulse cleaning of the sleeves for an improving operating environment and efficiency. • The TDFK type solenoid valves enable easy assembling and disassembling for fast maintenance and the individual solenoid valves supply several sleeves at one time for optimum operating economic. • The TKZM type impulse control instrument is incorporated to enable multi-circuit regulation with good adjustability, accuracy and stable operating performance. • The power for the airlock and discharge augers on the dust collector is integrated so as to simplify collected dust discharge. • Available in capacities from: 700-6,500 m³/h. • May be supplied complete with hopper and discharge rotary valve. |
Features of Grain Tech's Range of Reverse Pulse Filter Collectors
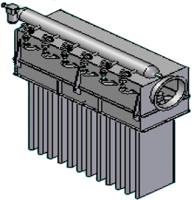
LNGM Series
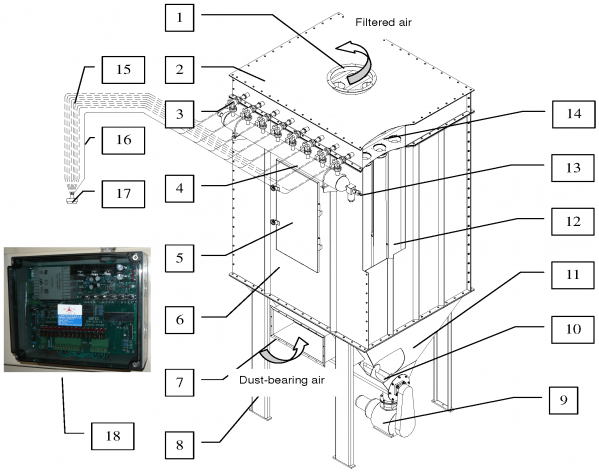
| 1. Air Outlet |
2. Upper Chamber |
3.Solenoid Valve |
| 4. Air Tank |
5. Access Door |
6. Dust Chamber |
| 7. Air Inlet |
8. Support Leg |
9. Air Lock |
| 10.Discharge Auger |
11. Discharge Hopper |
12. Filtering Sleeve |
| 13.Compressed air inlet | 14. Reverse pulse assembly | 15. Electrical wiring (solenoid) |
| 16. Electrical wiring (common) | 17. Plug | 18. Controller |
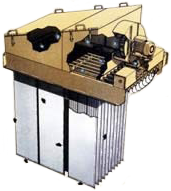
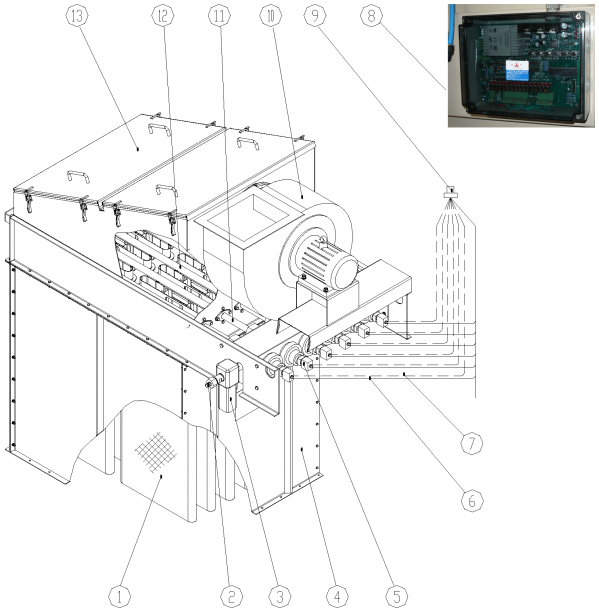
TLMC Series
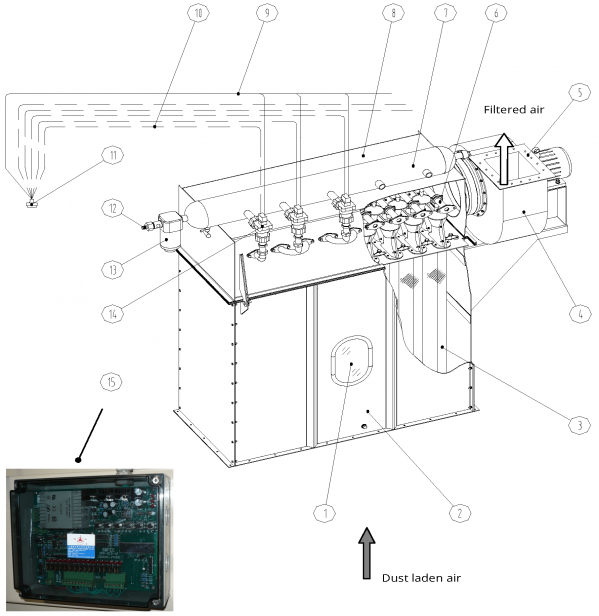
| 1. Sight glass | 2. Dust chamber | 3. Filtering sleeve |
| 4. Fan | 5. Fan outlet | 6. Reverse pulse assembly |
| 7. Air tank | 8. Upper chamber | 9. Electrical wiring (common) |
| 10. Electrical wiring (solenoid) | 11. Plug | 12. Compressed air inlet |
| 13. Air filter | 14. Solenoid valve | 15. Controller |
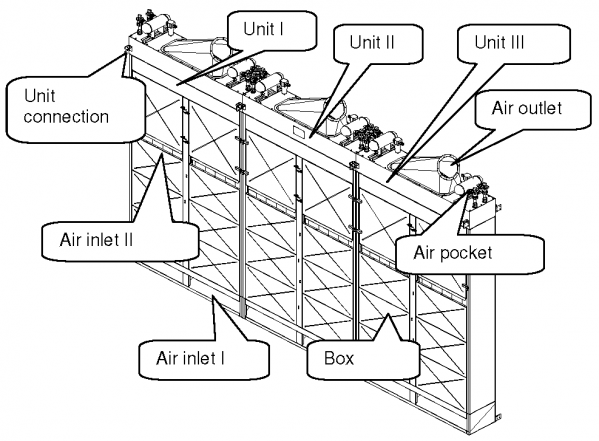
BLMB Series

| 1. Solenoid valve | 2. Reverse pulse assembly | 3. Fan |
| 4. Roller base | 5. Sealing plate | 6. Air filter |
| 7. Air tank | 8. Controller | 9. Filter sleeve |
| 10. Access door | 11. Main chamber |
BLMB Series
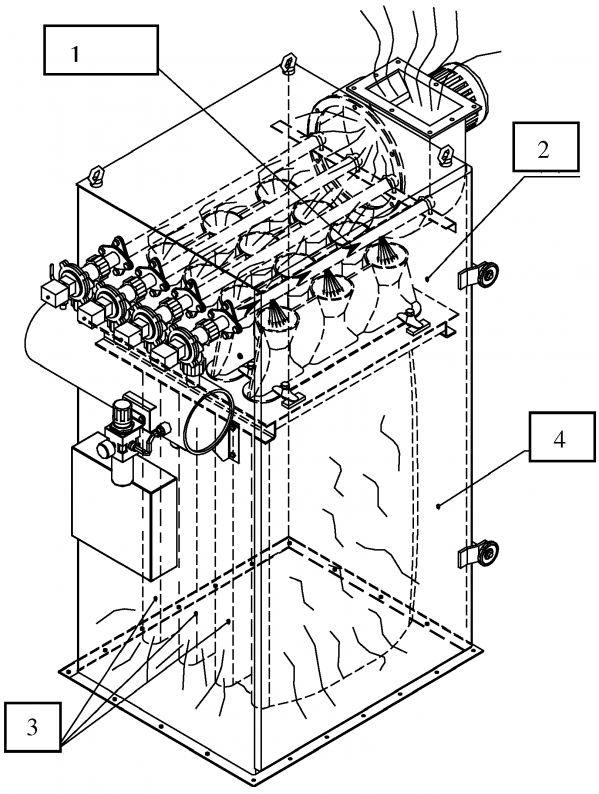
| 1. Reverse pulse assembly | 2. Upper chamber | 3. Filtering sleeve |
| 4. Dust chamber |
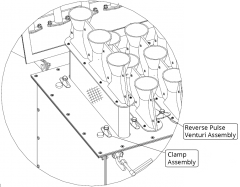
TBLMd Series
| 1. Air outlet | 2. Solenoid valve | 3. Compressed air inlet |
| 4. Air tank | 5. Access door | 6. Plug |
| 7. Controller | 8. Support leg | 9. Airlock |
| 10. Dust discharge chamber | 11. Sweep arm assembly | 12. Dust chamber (main) |
| 13. Air inlet | 14. Filter sock | 15. Upper chamber |
| 16. Reverse pulse assembly | 17. Electrical wire (common) | 18. Electrical wire (solenoid) |
TLMC Series1. Filtering sleeve 2. Compressed air inlet 3. Air filter 4. Dust chamber 5. Solenoid valve 6. Electrical wiring (common) 7. Electrical wiring (solenoid) 8. Controller 9. Plug 10. Fan 11. Air rod connection 12. Reverse pulse rod 13. Access lid |
TBLXG Series
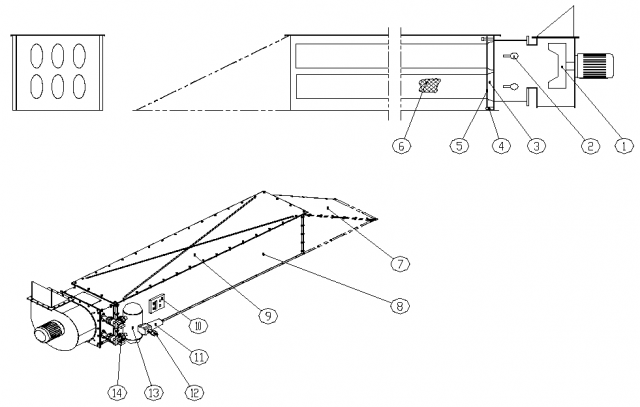
TBLMP/T Series
| 1. Fan
2. Reverse pulse rod 3. Bayoneted mechanism assembly 4. Cell plate hinge 5. Cell plate 6. Filtering sleeve 7. Discharge chamber 8. Dust chamber 9. Access lid 10. Controller 11. Air filter 12. Compressed air inlet 13. Air tank 14. Solenoid valve |
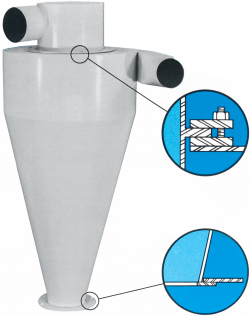
Grain Tech's Cyclone Dust Collectors
|
|
• Removes dust and other particles from processing operations • Special design features, years of application and production experience • Floating inlet and outlet flanges for unlimited directional rotation • Available in a range of materials and design options • Tangential inlet for most effective product/ air entry • Well suited for use in a wide range of industries • Available in capacities from: 150-19,000 m³/h
EFFECT OF A CHANGE IN FLOW RATE In the normal air flow range of the cyclone, collection efficiency is greater with higher flow rate (curve 1) than with lower flow rate (curve 2). However, pressure loss is also increased with greater air flow and velocity. Cyclone efficiency is affected by quality of workmanship, size of cyclone for a given air volume, particle size to be separated, particle fittings and cyclone design. Therefore exact efficiencies are difficult to predict. Grain Tech can control the design and quality of workmanship to assure you of the best possible collector available.
|
Fans
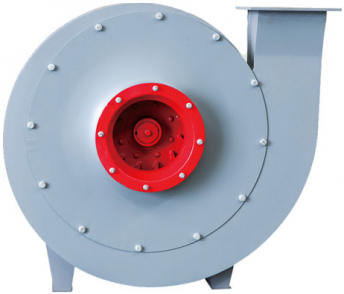
4-72 SERIES CENTRIFUGAL VENTILATION FAN
 |
Used to provide low pressure air handling. Suitable for handling air lower than 80°C that is harmless, non-corrosive to steel products and primarily free of dust and hard particles (≤150 mg/m3 ). The B4-72 type ventilation fan is designed to handle flammable gases. Can be designed to handle high temperature air and include corrosion resistant contact parts. Available in capacity range: 450-220,000 m³/h. |
9-19, 9-26 SERIES HIGH PRESSURE CENTRIFUGAL FAN
 |
Used in high pressure forced ventilation and materials handling applications. Suitable for handling air lower than 80°C that is harmless, non-corrosive to steel products and primarily free of dust and hard particles (≤150 mg/m3 ). Can be manufactured to be explosion proof. Available in capacity range: 550-123,000 m³/h. |
C6-48 SERIES LOW PRESSURE EXHAUST FAN
 |
Used for handling air containing wood debris, fibre and dust. A filter may be added to the air inlet if handling air containing larger particles. May be supplied as direct drive and belt driven versions. Available in capacity range: 750-56,000 m³/h. |
SILENCERS
 |
Grain Tech silencers are designed to suit a wide range of applications. |
Our Air Handling and Dust Control Equipment
In the Grain Tech range of equipment are all the components necessary to design fully integrated pneumatic conveying systems, designed to suit individual plant and application requirements. Included are a complete range of rotary valves, package blowers, diverter valves, conveying pipe and couplings together with accessories to enable plant upgrades and new installation arrangements. Design and equipment specifications may be completed using the latest computer aided software.

Rotary Valves B/T Type |
Diverter Valves |
|
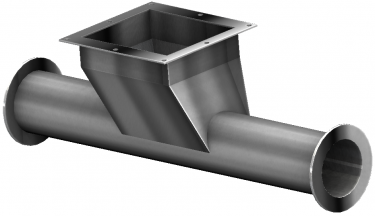
Transfer Hoppers |
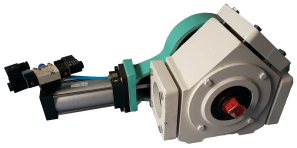
Package Blowers |


|

Rotary Valves D/T Type |
Line Feeders |
|
Pipes and Fittings |
Gauge |

Slide Gate Valves |


Air and Dust Control in Industrial Processing Applications
|
For many installations incorporating material handling and processing equipment, there is an integral requirement for air flow exhaust and following process air filtration as a necessary part of the operating system. The range of systems may vary from a single receiving station exhaust through to a multi-cyclone and machine combined high pressure (HP) and low pressure (LP) pneumatic material conveying and general exhaust installation. A wide range of material types may be encountered from coarse impurities separation to ultra fine particle dust as exists where fine milling for air classification. The design of the application requirements is extremely important in ensuring that the correct equipment is incorporated for optimum process performance and it is preferable that a model of the proposed air and filtration system is prepared with all calculations completed by competent engineering design personnel. Also of importance is the risk of dust explosions where dust concentrations exist and among the four factors i.e. oxygen, an ignition source, a defined volume and suspended dust which where co-existing may create a dust explosion. It is the suspended dust that is most easily controlled, therefore the importance of dust control is always stressed within the process design and operation especially within the grain and seed handling, flour and feed milling and associated premix operations. Within milling processes, ingredients are reduced in particle size and added with several kinds of micro ingredients where a percentage of the components are likely to become suspended dust and incur emissions as a result of aerodynamic segregation of airborne particles created during the handling and processing of both ingredients and finished products, therefore, the physical characteristics of the dust within these processes depends on the nature of the milled components being subjected to free fall and/or some amount of turbulence inside the equipment. Due to the wide range of materials handled and spread of particle sizes, the types of dust being handled can be divided into organic dust and inorganic dust with the organic dust coming from the main ingredients having a higher micron particle size while the inorganic dusts comes from micro ingredients, minerals and inorganic nutrients. In many cases the dusts to be found in processing and blending systems is characterised by its fine granularity and low moisture content, of which the coarser dust particles will settle rapidly while those smaller than 0.1mm remain suspended in the air for an appreciable time before settling, becoming the secondary dust under the impact of machine vibration or air flow. Additionally many of these ingredients are quite expensive and improper handling will increase the risk of losing many valuable ingredients through further cross contamination, so an adequate and efficient dust control system for milling and blending installations has material recovery and anti contamination functions. |
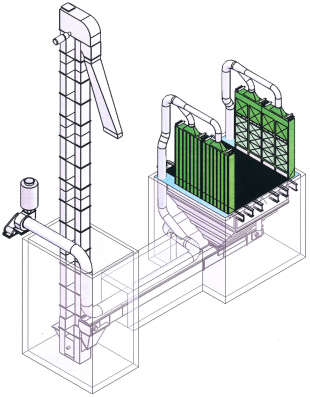
Micro tip station filter arrangement
High temperature boiler exhaust for controlling dust emissions
|


Dust Management Principles
In blending operations some dust generated or mixed with the raw materials will escape into air during tipping, cleaning, conveying and sifting etc. Further dust is created by physical disturbances such as friction and attrition during transporting these raw materials and products. Studies have shown that it is the speed of air flow that mainly determines the generation of suspended dust more than either physical impact or gravitation motion. Importantly, dust control should start with revealing how the suspended dust is generated, where it is produced and what properties it has and where it will go. Thus, air pick up points and dust control devices as well as air duct systems may then be designed and installed for the most efficient effect.
Controlling Dust at its Source
Dust generating sources within a typical batching and blending operation include the recovery area, the drag conveyors, the elevators, the storage bins as well as the batching and mixing systems and pack off operations. To ensure adequate dust control measures, consideration needs to be given to both the dust properties and working conditions at those points.
Receiving Area
Bulk material receiving pits and dump hoppers are main sources of dust emissions as when dumping, the falling material will force the air flow towards all sides and when it hits the walls of the hopper the air flow acts on the material creating a large amount of dust, which disperses widely. Generally a spot jet filter dust collector installed on the dump pit can remove the evasive dust effectively and improve the working environment. For large intake dump pits it is advisable to install baffles to improve the dust collection efficiency. No matter what the dust control measure installed the air velocity is preferably within the range of 0.8 to 1.2 m/s, so that only dust and not the material is collected. The air volume required for effective dust collection within intake dump hoppers can be calculated by: area of grate × 40-45 m3 /min.m2 Hand tip stations which may incorporate a vibratory sifter or hopper c/w slide gate valve suit the installation of a simple jet filter type dust collector. When tipping the material passes the screen or is collected within the hopper assembly and the dust generated is totally controlled within the filter unit under negative pressure. The material either discharges directly to the following process via the screener or an opening of the slide gate valve. The collected material on the filter sleeves is purged back into the hopper. Cross contamination is avoided in these installations.
|
Enclosed Receiving Tip |
Drive over tip dust control |
Hand tip station filter arrangement |


Conveying Equipment
|
Generally dust control is not necessary for conveying equipment such as bucket elevators and screw/drag conveyors where coarse granular and higher moisture materials as well as high oil/fat ingredients are being transferred. But this position is different when handling fine and dry ingredients where there is the liability to suspend in air under the combined actions of vibration and air flow when being conveyed as may typically be found within many premix and blending operations. Dust control for conveying equipment is necessary in these cases. There is now a change in focus where applying exhausting to material handling equipment with the preference for localised point units rather than common exhaust systems. Typically for exhausting horizontal conveyors such as drag conveyors, screw conveyors and belt conveyors etc. the oval sleeve type TBLMP filter units would be installed and for exhausting bucket elevators the vertically mounted TBLMT series will be fitted. Both of those series eliminate the need for expensive and space consuming trunking installations. The localised exhaust filter series are characterised by their compact structure, flexible installation and low air resistance. In operation they both collect dust laden air while separating the dust for return back to the source unit which enhances material utilisation and eliminates cross contamination. The dust generated in a drag conveyor or screw conveyor is not great, therefore the air volume for the filter unit may be calculated as follows: Q = product feed volume × 20 (m3 /min)
|
Typical local bucket elevator filter |

Boot + head exhaust arrangement for bucket elevator |
Sanitary exhaust trunking |
Sanitary transfer spouting |




|
On the other hand, exhausting a bucket elevator may be calculated as follows: Q = sectional area of leg × belt linear velocity × 1.25 (m3 /min) Where large high bucket elevators are installed it is preferable to collect the dust generated at both the elevator head and boot separately which may be arranged either by combining the air duct outlets from both the head and boot into a single aspiration system; the other is to combine the air duct from the head section with that from the boot area for collection into a stand alone filter unit with the material collected being returned to the elevator. This is obviously a more costly alternative.
|
Multi-exhaust arrangement for ingredient storage silos + bins |

Storage Hoppers, Bins and Silos
Dust control for storage facilities is one of the great challenges within bulk handling and storage systems and may be considered as separate systems as follows: a. Common filter collection system with manifold and separate connections to each bin/hopper. In this case the air volume is different for each leg branch with the nearest connection having the greatest volume while the furthest connection will be starved. Air volume control using butterfly valves is required for each branch connection. b. An alternative arrangement is to fit each bin/hopper with an independent stand alone filter unit. In this case the initial investment is significantly greater. c. Variation installation of the common collection system but with each branch leg to a bin/hopper fitted with an on/off butterfly valve with the common filter unit mounted above the material infeed multi-way diverter valve so that the collected dust fines only return to the bin/hopper from where the dust has been collected. In this case only a small jet filter dust collector is required having a low kW fan. An adequate and effective venting solution should be capable of removing all of the air entering the bin/hopper as well as the air entrapped in the material feed flow while still maintaining a slight negative pressure. The volume of air entrapped is related to the discharge capacity of the delivery spout. This phenomena is the same when discharging from a batching weigher or blender.
Batching and Mixing System
During blending and mixing operations the airflow when discharging from the balance hopper above the mixer and the discharge from the mixer to the following dump hopper will not only impact the batching accuracy but also play an important part in maintaining dust control. In both events the material transfer creates internal displaced air pressure which causes dust laden air to leak out through any passable openings, including the flexible sleeve connecting the weigh hopper above the mixer and the flexible connection between the mixer and the dump hopper. An intervent between the mixer and the balance hopper and also between the dump hopper and the mixer assist in regulating the displaced air flow balance, however provision needs to be made for relief venting of both the balance hopper and the mixer for effective reduction in pressurisation. All flexible sleeves and vent socks need to be cleaned reasonably frequently for efficient operation. Efficient pressurised air venting reduces likely variation in weighment influence on the load cell operation. In any case all covers, doors, shaft seals and flange connections should be thoroughly checked to ensure that evasive dust leakage is eliminated.
Bagging System
For total dust control three pick up points are mandatory. One at the discharge outlet from the feeder supplying the bagging hopper with the other two either side of the bag clamps just above the bag placement position on the spout. For effective evasive dust control adequate air volume and velocity needs to be provided and a correctly sized exhaust fan and ducting needs to be installed.
Selection of Dust Filter Collectors
The selection of dust collection and associated equipment is very important within processing applications and needs to be considered in the context relevant to the type of materials and ingredients being handled. The sizing of filters, ducting and type of filtering sleeves needs to be thoroughly evaluated and the individual collection points calculated according to requirements so that the ducting, exhaust fans and filter unit may be sized for optimum efficiency. Within general exhaust applications an air velocity of 65 m/min has proven to be practical and satisfactory for the dust filter collector.
Conclusion
Traditionally process dust control solutions have focused on having air tight enclosures supplemented by dust removal via common exhaust ducting to centralised filter units. Practical experience within a wide range of processing and related installations highlights the advantages of adopting localised spot dust filter collectors for different dust generating points and only those dusts that have the same characteristics are collected together by a central ducted dust control system. Today through the incorporation of efficient dust containment measures and high efficiency dust collectors correctly sized for the load and dust type it is practical to have process milling, blending, bulk handling and packing facilities operating with a more healthy and friendly environment.